




 扫一扫
扫一扫
粉煤灰仓、粉煤灰仓生产厂家-韶关《武江》(本地)")
粉煤灰仓、粉煤灰仓生产厂家-韶关《武江》(本地)")
粉煤灰仓、粉煤灰仓生产厂家-韶关《武江》(本地)")
粉煤灰仓、粉煤灰仓生产厂家-韶关《武江》(本地)")
粉煤灰仓、粉煤灰仓生产厂家-韶关《武江》(本地)")
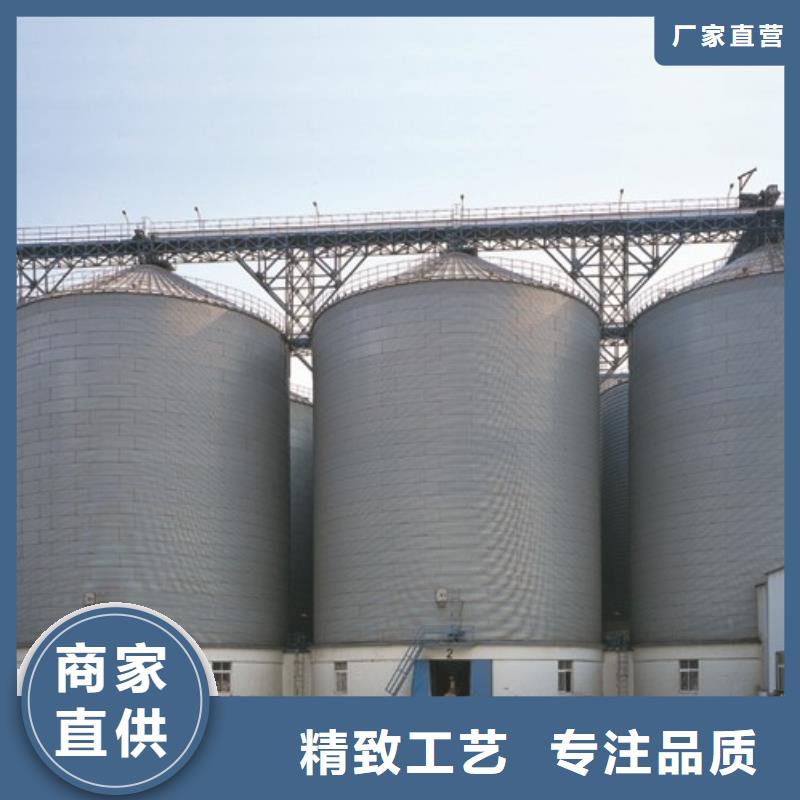
裕盛钢板仓有限公司生产设备精良,工艺先进,检测手段齐全,技术力量雄厚; 【钢板库】、粮仓钢板仓、装配式储粮仓、玉米储存罐、镀锌装配式钢板仓、粮食储存罐、产品共有三大系列、三十多个品种,并承接各种非标产品的设计和制作,规格齐全,质量保证, 【钢板库】、粮仓钢板仓、装配式储粮仓、玉米储存罐、镀锌装配式钢板仓、粮食储存罐、产品销往全国各地,受到广大用户的一致好评。
粉煤灰仓、粉煤灰仓生产厂家-韶关《武江》(本地)")
粉煤灰仓、粉煤灰仓生产厂家-韶关《武江》(本地)")
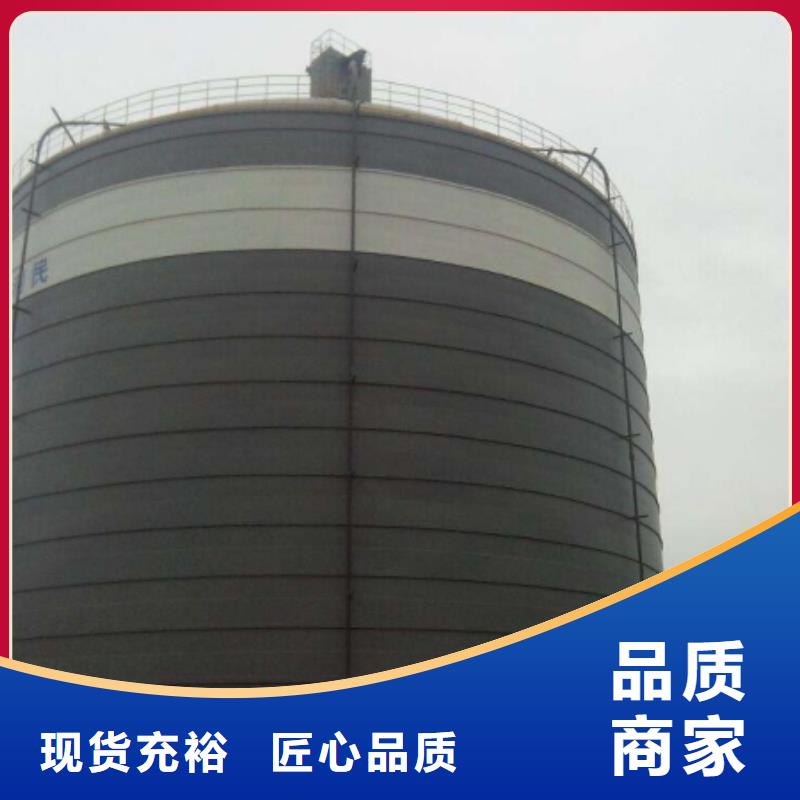
钢板库的组成部分
每个钢板库都是由钢板库基础、钢板库库体、钢板库出料装置和钢板库自动控制体系四个部分组成。本设计范围包括:从钢板库库顶的水泥入料口到水泥散装机入口,不包括水泥进入钢板库的装置,钢板库库顶除尘系统和散装机系统。
1:基础
钢板库基础采用钢筋混凝土基础,为环形结构,用C30钢筋混凝土浇制而成,钢板库基础外壁与地面垂直,钢板库基础内壁自下而上内切。一般钢板库基础的地上部分和地下部分的比为2:3。由于水泥钢板库库存物的特殊性,在钢板库混凝土的制作上应采用膨胀水泥质量要求,在C30混凝土中掺入适量的明矾石UEA膨胀剂,使基础能承受10个标准大气压力下完全不透水,不渗漏;同时在钢板库基础的内外层表面用高分子材料和沥青等做两层加强防水,使钢板库的抗渗等级达到或超过P12,也就是在1.2MPa的压力下不渗漏。通过以上措施的实施可彻底解决由基础向钢板库内渗水、渗气的技术屏障。钢板仓
粉煤灰仓、粉煤灰仓生产厂家-韶关《武江》(本地)")
粉煤灰仓、粉煤灰仓生产厂家-韶关《武江》(本地)")
粉煤灰仓、粉煤灰仓生产厂家-韶关《武江》(本地)")
中国钢板仓信息网,国内首家钢板仓行业网,致力于推动钢板仓行业健康发展,打造优秀品牌,以钢板仓行业为核心,服务于上、中、下游企业的B2B综合性商务平台。内容涵盖项目信息、行业资讯、产品供应
粉煤灰仓、粉煤灰仓生产厂家-韶关《武江》(本地)")
粉煤灰仓、粉煤灰仓生产厂家-韶关《武江》(本地)")
钢板仓确定合理的焊接工艺顺序,减小焊接应力集中,缩小变形。
(1)竖向对接焊缝焊接时,先进行间断焊,间断焊长度不超过20公分,同时板两端预留20---30公分不焊接,间断焊接完成后,用锤击方式消除焊接残余应力后将剩余焊缝焊接(板两端焊缝除外)完成,同时锤击消除焊接残余应力。
(2)环向对接焊缝焊接时,先将T型口对齐,确保平整不错边,对T型口两边进行横向焊接大约50公分左右,锤击消除残余应力后,然后分段退焊或跳焊,沿环缝方向均分,大约完成环缝工程量的一半时,再进行锤击,消除焊接应力后将剩余焊缝焊完,锤击消除焊接应力即可。
(3)如因两板缝隙不均或焊工水平差异无法一次焊接成型,必须进行两遍或多遍焊接,且 遍焊接完成后消除焊接应力后方可进行第二遍焊接。
粉煤灰仓、粉煤灰仓生产厂家-韶关《武江》(本地)")
粉煤灰仓、粉煤灰仓生产厂家-韶关《武江》(本地)")
粉煤灰仓、粉煤灰仓生产厂家-韶关《武江》(本地)")
技术支持:cnwbgg.com